Porosity is very common in aluminum welding.
There are a certain amount of pores in the base material and in the welding wire, so it is necessary to avoid large pores during welding to ensure that the pores do not exceed the standard. When the humidity exceeds 80℅, welding must be stopped. The probability of pores exceeding the standard is also 80℅, and it is easy to produce returned pieces.
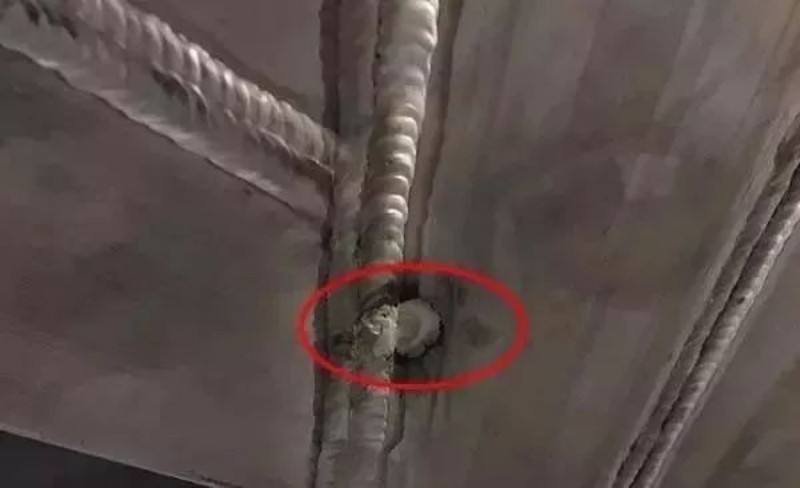
Welding in the humidity state shown in the figure is very likely to produce a return order.
Xinfa welding equipment has the characteristics of high quality and low price. For details, please visit: Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)


▲Humidity▲
Sometimes black dust will stick to the weld, what should I do?


▲Black and gray▲
Actually, the tungsten electrode is contaminated, or it touches the molten pool or the welding wire, and aluminum sticks to it. Only when the tungsten electrode is cleaned can we continue.

▲The contaminated tungsten electrode is cauliflower-shaped▲
At this time, we only need to adjust the cleaning width of the welding machine to the bottom, the current is basically around 200, and arc welding is started on a piece of scrap aluminum. In just a few seconds, the tungsten electrode will form a small ball. If you want to weld aluminum well, the small ball is a must-have product.

▲ Adjust the cleaning width to the lowest setting▲


▲Magical little ball▲
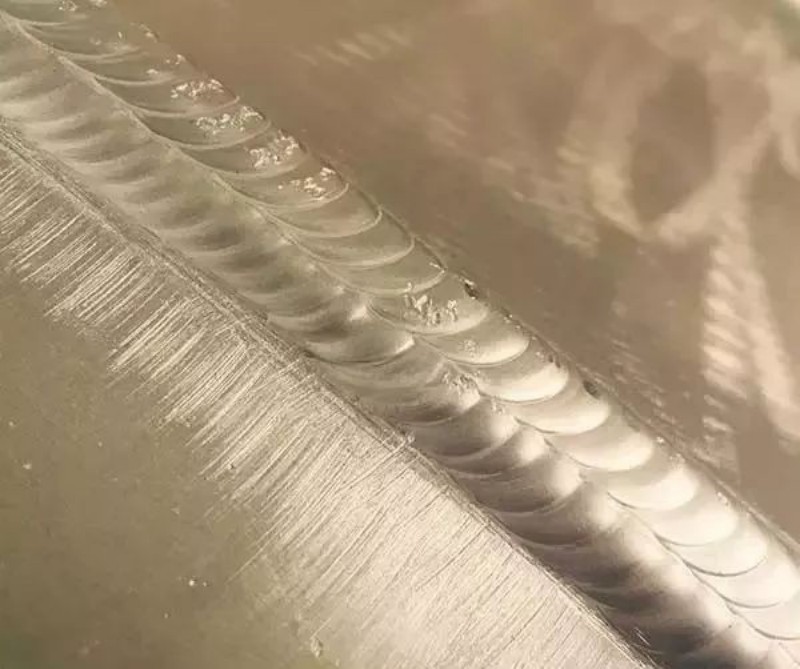
Comparing aluminum welding to stainless steel, I prefer aluminum welding. It is not as troublesome as stainless steel, which needs to be swung. Aluminum welding is easy, and the welding gun basically does not swing. This aluminum tube with a liner is a fillet weld, and welding is not that troublesome.
When adjusting the current moderately, the best current is the one that can control the molten pool. The performance of each welding machine is different, the current will be different, and the flexibility of the arc will also be different.




Post time: Sep-29-2024


