
Tungsten Inert Gas Welding, abbreviated as TIG. Later, the American Welding Society officially named it Gas Tungsten Arc Welding, and the abbreviation was changed to GTAW. Here we talk about the welding parameters of GTAW for pipe-to-pipe butt welding.
When the pipe-to-pipe butt fittings are horizontally fixed (5G) and tilted fixed (6G) in all-position welding, the main problem is the cumulative heating of the welding area by the arc, especially the welding of small-diameter thin-walled pipe butt joints. This difficulty is particularly prominent. The reason is that the heating speed of the arc on the weld is greater than the heat dissipation speed, which causes heat accumulation and eventually leads to instability of the welding pool. Therefore, in the full-position welding process of pipe butt welding, in order to always keep the molten pool stable, even if the surface tension of the molten pool is balanced with gravity, the energy of the arc must be properly controlled. The solution is that in addition to using pulse current, each welding parameter should also be controlled by segment program. Figure 1 shows a typical division method of the cross-sectional circumference of the pipe, that is, it is divided into 4 equal sections. Each section is 90°. The first section starts from point D, that is, from 10:30 to 13:30, and so on. The corresponding welding positions of different sections are as follows: S10°~90° flat welding position; S290°~180° vertical downward welding position; S3180°~270° overhead welding position; S4270°~360° vertical upward welding position.
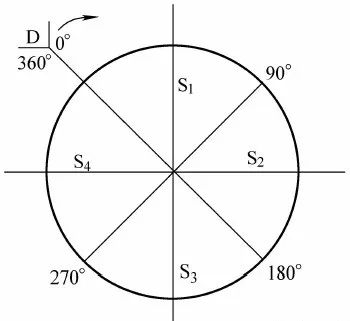
Figure 1 Division of the circumference section of the pipe butt joint
When welding the pipe butt joint in full position, the welding current (IP, IB), welding speed and wire feeding speed should be controlled according to the welding position program of different sections, so that the welding pool is always in a thermal equilibrium state. For certain specifications of pipe fittings and pipes with poor thermal conductivity, it may also be required to subdivide the welding section into 8 or 16 equal parts.
For full position welding of pipe fitting butt joints, the self-fluxing GTAW process and the wire-filling GTAW process can be used according to the thickness of the pipe wall.
1. Self-fluxing GTAW welding parameters for pipe-to-pipe butt
The main parameters of self-fluxing GTAW welding for pipe-to-pipe butt include arc length (arc voltage), welding speed, welding current and segmented program control of welding parameters.
1. Arc length
The arc length is the distance from the tip of the tungsten electrode to the surface of the weldment, which depends on the welding current, the stability of the arc and the concentricity or ellipticity of the two pairs of pipes. In order to obtain high-quality welds, the arc length must be kept constant. According to experience, in the self-fluxing GTAW welding of thin-walled pipes, the arc length should be 1/2 of the pipe wall thickness + 0.25mm. For example, if the pipe wall thickness is 1.0mm, the arc length should be 0.75mm.
2. Welding speed
The welding speed depends on the fluidity of the welded material in the molten state and the pipe wall thickness. The commonly used welding speed range is 100-250mm/min. The thinner the pipe wall, the faster the welding speed.
3. Welding current
The welding current depends on the type of base material, pipe wall thickness, welding speed and the physical properties of the shielding gas. The principle of selection is to ensure full penetration of the weld.
For the welding of austenitic stainless steel, according to empirical data, the welding current increases by 4A for every 0.1mm increase in wall thickness. When welding a 0.8mm thick pipe-to-pipe butt joint, the welding current should be 32A.
When using pulse current, four parameters should be set: peak current, basic current, pulse width (duration) and pulse frequency. The ratio of peak current to base current is generally in the range of 2:1 to 5:1, and 3:1 is usually selected.
The pulse frequency depends on the required overlap of adjacent welds, and most of them are 75%. When welding thin-walled pipes, the pulse frequency is proportional to the welding speed, and the proportionality coefficient is about 25. For example, if the welding speed is selected as 125mm/min, the pulse frequency should be 5Hz.
The pulse width depends on the thermal sensitivity of the welded material and should decrease with the increase of thermal sensitivity. The commonly used pulse width is 20% to 50%, and 35% is usually taken.
4. Programming of welding parameters
In the full-position welding of pipe-to-pipe butt joints, in order to make the weld uniform in the entire circumference, the main welding parameters-welding current and welding speed should be programmed according to the pre-designed logic program and controlled by segment program. In the arc starting and arc ending stages, the program controls the welding current to increase or decrease.
2. GTAW welding parameters for pipe-to-pipe butt joints with wire filling
GTAW with wire filling is mainly used for pipe-to-pipe butt joints with beveled edges and wall thickness greater than 3mm. Two operation methods can be used: narrow pass technology and multi-layer single pass welding technology, as shown in Figure 2.

Figure 2 Pipe-to-pipe butt joint bevel multi-layer weld welding method
1. Welding parameters related to filler wire
The welding parameters related to the filler wire include the extended length of the filler wire, the angle between the tungsten electrode and the filler wire, and the distance from the tip of the tungsten electrode to the weld end, as shown in Figure 3.
Xinfa welding equipment has the characteristics of high quality and low price. For details, please visit: Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)
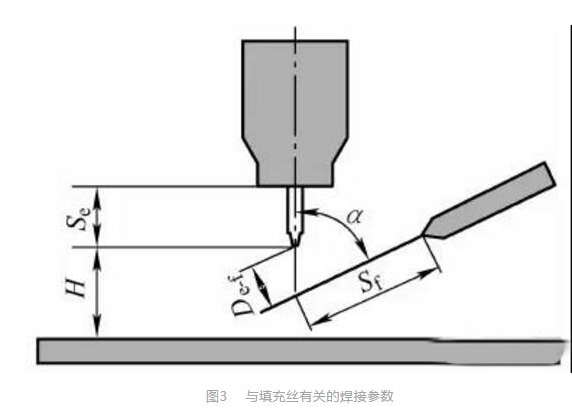
1) The angle α between the tungsten electrode and the filler wire should be adjusted to 50°~80°.
2) The distance De-f from the tip of the tungsten electrode to the end of the welding wire should be adjusted to 1.5~3mm. When welding the root pass, it is recommended to adjust it to a larger value to use the kinetic energy of the filler wire to advance the molten pool and form a slightly convex weld. For the filling layer and the cover layer, De-f should be adjusted to about 2.0mm. In this way, the welding wire is close to the arc and is easy to melt, which can increase the melting speed of the welding wire and avoid wire clamping.
3) The extension length Sf of the welding wire should be adjusted to 8~12mm. If the extension length is too short, the wire guide nozzle is easy to burn; if it is too long, the welding wire will be twisted and may collide with the tungsten electrode, resulting in interruption of the welding process.
4) The arc length should be adjusted to 2~3mm. When welding the root pass, the arc length should be reduced to 1.0mm to achieve sufficient penetration depth.
2. Other boundary parameters
The so-called boundary parameters refer to welding parameters that cannot be programmed in the full-position automatic welding equipment for pipe-to-pipe butt welding. These parameters will have a great impact on the repeatability of weld quality and welding efficiency. In the full-position automatic welding of pipe-to-pipe butt welding, the important boundary parameters are:
1) Type, purity and flow rate of shielding gas.
2) Type, purity and flow rate of back shielding gas.
3) Type and specification of gas lens pad.
4) Type, diameter, end shape and extension length of tungsten electrode.
5) Size, diameter and length of ceramic nozzle.
6) Brand, furnace batch number, diameter, feeding angle and contact point position of filling wire.
7) Position of weld starting point.
8) Interlayer temperature.
9) Connection method and position of welding cable.
Post time: Mar-10-2025


