Slag inclusion

Phenomenon: Non-metallic inclusions such as oxides, nitrides, sulfides, phosphides, etc. were found in the weld through non-destructive testing, forming a variety of irregular shapes, and the most common ones are cone-shaped, needle-shaped and other slag inclusions. Metal weld slag inclusions will reduce the plasticity and toughness of the metal structure, and will also increase stress, resulting in cold and hot brittleness, which will easily cause cracks and damage the components.
Reason: The weld parent material is not cleaned cleanly, the welding current is too small, the molten metal solidifies too quickly, and the slag has no time to float out.The chemical composition of the welding parent material and the welding rod is impure. If there are multiple components such as oxygen, nitrogen, sulfur, phosphorus, and silicon in the molten pool during welding, non-metallic slag inclusions are easily formed.The welder is not skilled in operation and the rod transportation method is improper, so that the slag and molten iron are mixed and inseparable, which hinders the slag from floating.The weld groove angle is small, and the electrode coating falls off in pieces and is not melted by the arc; during multi-layer welding, the slag is not cleaned cleanly, and the slag is not removed in time during operation, which are all causes of slag inclusion.
Preventive measures: Use electrodes with good welding process performance, and the welded steel must meet the requirements of the design documents. Select reasonable welding process parameters through welding process assessment. Pay attention to the cleaning of welding grooves and edge ranges, and the electrode groove should not be too small; for multi-layer welds, the welding slag of each layer of welds must be carefully removed. When using acid electrodes, the slag must be behind the molten pool; when using alkaline electrodes to weld vertical angle seams, in addition to correctly selecting the welding current, short arc welding must be used, and the electrode must be moved correctly to swing the electrode appropriately so that the slag floats to the surface. Use preheating before welding, heating during welding, and insulation after welding to allow it to cool slowly to reduce slag inclusions.
Porosity
Xinfa welding equipment has the characteristics of high quality and low price. For details, please visit: Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)
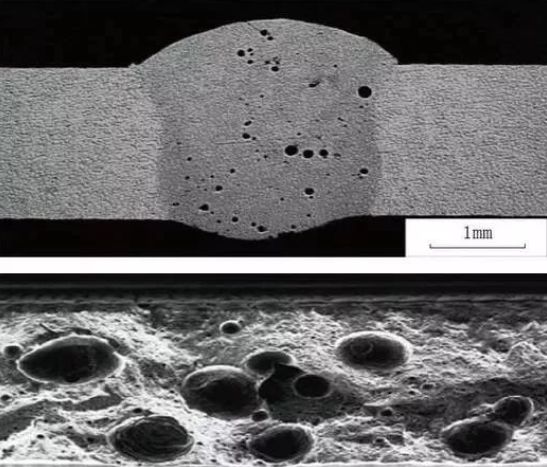
Phenomenon: The gas absorbed in the molten weld metal during the welding process does not have time to be discharged from the molten pool before cooling, and remains inside the weld to form holes. According to the location of the pores, they can be divided into internal and external pores; according to the distribution and shape of the pore defects, the presence of pores in the weld will reduce the strength of the weld, and also produce stress concentration, increase low-temperature brittleness, thermal cracking tendency, etc.
Cause: The welding rod itself is inferior, the welding rod is damp and not dried according to the requirements; the welding rod coating is deteriorated or peeled off; the welding core is rusted, etc. There is residual gas in the smelting of the parent material; the welding rod and the weldment are stained with impurities such as rust and oil, and during the welding process, gas is generated due to high-temperature gasification. The welder is not skilled in operation technology, or has poor eyesight and cannot distinguish between molten iron and coating, so that the gas in the coating is mixed with the metal solution. The welding current is too large, which makes the welding rod red and reduces the protection effect; the arc length is too long; the power supply voltage fluctuates too much, causing the arc to burn unstably, etc.
Preventive measures: Use qualified welding rods. Do not use welding rods with cracked, peeled, deteriorated, eccentric or severely rusted coatings. Clean the oil stains and rust spots near the weld and on the surface of the welding rod. Choose the appropriate current and control the welding speed. Preheat the workpiece before welding. When welding is finished or paused, the arc should be withdrawn slowly, which is conducive to slowing down the cooling speed of the molten pool and the discharge of gas in the molten pool, avoiding the occurrence of pore defects. Reduce the humidity of the welding operation site and increase the temperature of the operating environment. When welding outdoors, if the wind speed reaches 8m/s, rain, dew, snow, etc., effective measures such as windbreaks and canopies should be taken before welding operations.
Failure to clean up spatter and welding slag after welding

Phenomenon: This is the most common common problem, which is not only unsightly but also very harmful. Fusible spatter will increase the hardened structure of the material surface, and easily produce defects such as hardening and local corrosion.
Reason: The medicine skin of the welding material is damp and deteriorated during storage, or the selected welding rod does not match the parent material. The selection of welding equipment does not meet the requirements, the AC and DC welding equipment do not match the welding material, the polarity connection method of the welding secondary line is incorrect, the welding current is large, the edge of the weld groove is contaminated with debris and oil stains, and the welding environment does not meet the welding requirements. The operator is not skilled and does not operate and protect according to the regulations.
Prevention and control measures: Select appropriate welding equipment according to the welding parent material. The welding rod must have a drying and constant temperature equipment, a dehumidifier and air conditioner in the drying room, and the distance from the ground and the wall should be no less than 300mm. Establish a system for receiving, sending, using, and keeping welding rods (especially for pressure vessels). Clean the edge of the weld to remove moisture, oil and rust. During the winter rainy season, a protective shed is overlapped to ensure the welding environment. Before welding nonferrous metals and stainless steel, protective coatings can be applied to the base metal on both sides of the weld for protection. Welding rods, thin-coated welding rods, and argon protection can also be used to eliminate spatter and reduce slag. Welding operations require timely cleaning of welding slag and protection.
Arc scar

Phenomenon: Due to careless operation, the welding rod or welding handle contacts the weldment, or the ground wire contacts the workpiece poorly, causing an arc for a short time, leaving arc scars on the workpiece surface.
Reason: The electric welding operator is careless and does not take protective measures and maintain the tools.
Preventive measures: Welders should regularly check the insulation of the welding handle wire and ground wire used, and wrap them in time if they are damaged. The ground wire should be installed firmly and reliably. Do not start an arc outside the weld when welding. The welding clamp should be placed in isolation from the parent material or hung appropriately. Cut off the power supply in time when not welding. If arc scratches are found, they must be polished with an electric grinding wheel in time. Because on workpieces with corrosion resistance requirements such as stainless steel, arc scars will become the starting point of corrosion and reduce the performance of the material.
Post time: Dec-09-2024


