AC is used whenever aluminum is welded with TIG welding. The reason for this is that aluminum welding is extremely difficult because the surface of the aluminum is covered with a layer of aluminum oxide. The melting point of the surface oxide layer is close to 2015°C, while the melting point of pure aluminum is only 650°C. This means that when the oxide layer covering the surface is welded through, the pure aluminum underneath will also melt and subsequent welding will be impossible. Welding is only effective when the surface oxide layer is destroyed or exposed.
When welding with AC, the tungsten electrode continuously switches between positive and negative. When the tungsten electrode is positive, negative electrons move from the workpiece to the tungsten electrode, breaking the oxide layer in the process. Later, when the tungsten electrode is negative, electrons move from the tungsten electrode to the surface of the workpiece to generate heat – this is necessary to produce deep penetration in the weld.
Xinfa welding equipment has the characteristics of high quality and low price. For details, please visit: Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)

Waveforms
Welding power sources for direct current are equipped with an inverter that generates alternating current. Many welding systems have different settings for the conduction of the alternating current during the conversion of positive and negative currents. The user can choose between different half-waves.
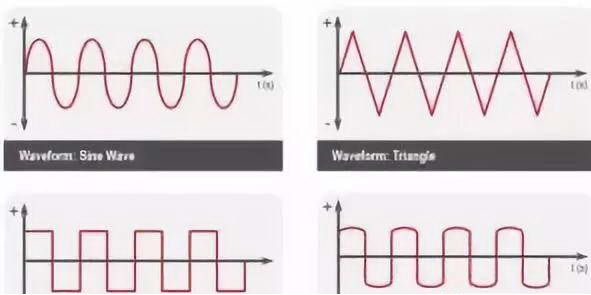
For example: the current can flow in the positive range and then flow in the negative range with the same intensity – thus forming a constant rectangle on the waveform. With these settings, the waveform will be very stable, but the loud noise during welding will be annoying to the welder, forcing the welder to wear ear protection. A smooth sine waveform is of course also achievable. Although this will make the noise lighter, it will also lead to arc instability. In most aluminum welding applications, a combination of the two is the best choice, with the negative current half-wave as a rectangle with rounded corners and the positive current half-wave as a sine shape. Fronius welding systems also offer triangular waveforms, which can provide a stable high-voltage arc and can be widely combined with other waveforms. The welder can choose the most suitable setting for the specific application.
Cap

When you buy a tungsten electrode, the top of the tungsten electrode rod is flat. When using direct current, the tungsten electrode head will be sharpened into a point. But when using alternating current, in order to keep the arc stable, the top of the tungsten electrode head must become a semicircular arc, only in this way can the arc be fully controlled. This semicircular electrode head is also called a “cap shape”.
Post time: Nov-11-2024


