Argon arc cladding
cladding process
cladding process is a process that uses welding to pile materials with certain mechanical properties on the welding surface of the parent material. The purpose is not to weld the weldment directly to the parent material, but to obtain a welded metal welding surface with special properties such as wear resistance, heat resistance, and corrosion resistance on the weldment surface, and also to restore or increase the size of the weldment. The cladding method is widely used in manufacturing and repair.

Selection requirements for cladding metal
The cladding metal should first meet the use conditions of the welding base material, secondly consider the cladding metal welding mechanical ability is good, and then adopt the appropriate method to select the most appropriate one.

Among the commonly used welding methods, the full argon surfacing process has the advantages of small heat input and small deformation. The expansion coefficient after welding is small, the weld is beautiful and the interlayer fusion ability is good. It is widely used in surfacing. This method has strict temperature requirements and pressure levels in welding. Today I will introduce the requirements of surfacing technology.
Carbon steel and stainless steel surfacing
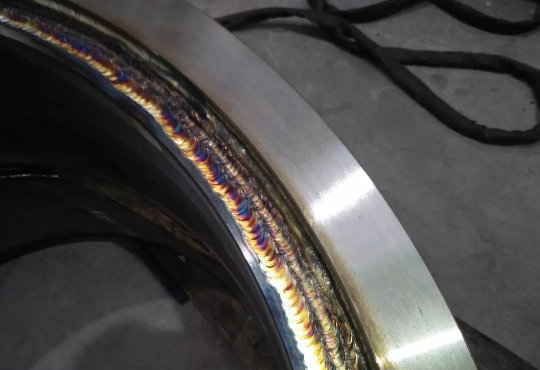
Welding example: waterline sealing plate on the flange surface of a pressure vessel. In order to ensure the corrosion resistance requirements of the large manhole flange surface, the carbon steel layer cannot directly contact chemical raw materials. Choose to surfacing a layer of stainless steel on the carbon steel metal as the contact surface, and process it after welding.
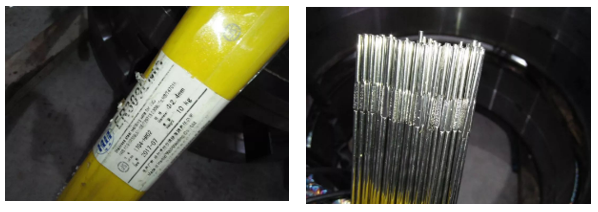
Selection of welding materials
ER309MO material carbon steel Q345R surfacing metal material S31603. Surfacing thickness 6mm height.
Xinfa welding equipment has the characteristics of high quality and low price. For details, please visit: Welding & Cutting Manufacturers – China Welding & Cutting Factory & Suppliers (xinfatools.com)
When welding austenite and carbon steel, although 309L welding wire can be used directly. However, when used in high-temperature and corrosive media in type 2 containers, a higher MO component should be selected.
Welding current
Welding current for the first pass, 135A; the second layer 160A; the last layer 150A. The amount of heat input is related to the deformation capacity of the welding base material. Strictly controlling the current is an important factor in welding.
First layer welding
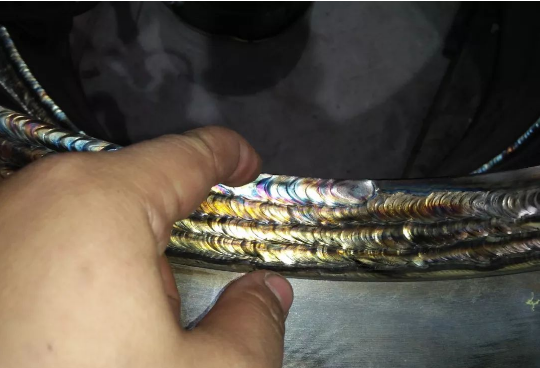
When welding the first layer, the speed should be fast. After melting the metal as deep as possible, move quickly. Keep the welding thickness of the first layer below 3 mm. The swing width should be reduced. After completing one circle of welding, proceed with the second circle of welding. When the first layer of surfacing is completed. Lower the temperature and then proceed with the second layer of welding. Between each pass, the weld should be pressed to half of the first pass. The pressure control should not be too small. If it is too small, it will easily cause the interlayer to be too low. If it is too large, it will cause crack defects caused by excessive tensile concentration.

Second layer welding
When welding the second layer, increase the current slightly to allow the metal of the second layer to blend well with the first layer. The welding swing amplitude can be appropriately increased. The number of press turns between the second layer welds can be reduced.
The last layer of welding
When welding the last layer, the height of the welding should be controlled. The height of 6 mm is allowed to be piled up to more than 8 mm. The higher metal can be processed by the remaining amount. The height less than 6 mm cannot be processed by the lathe. In order to avoid the processing being incomplete due to the excessive welding pattern, the last layer can be processed by straight pulling to make the middle layer of the weld merge tightly.

The gas flow rate is 12L.
The gas flow rate is 12L. The argon flow rate cannot be too small, otherwise it will cause excessive oxidation and the molten iron cannot be spread. Too much argon flow will cause the weld gas to deviate and produce arc. It is recommended to use high-purity argon gas, and the tungsten electrode extension length should be controlled below 6mm.

Weld from outside to inside
When welding, weld from outside to inside, so that the contraction force generated is directly placed in the circle. When there is a vertical fillet weld, first use direct fusion welding without adding wire. Melt the weld at the angle once and then add wire to weld.

Post time: Dec-09-2024


